自ら黒いステンレス“アベルブラック”機能性とデザイン性を極めた素材です


電解研磨の機能性
電解研磨液中で研磨しようとする金属をプラスとして電気を流すことで、金属表面の 凸部が優先的に溶解され、平滑かつ、光輝面が得られる現象を利用した研磨法のことで、油や研磨材を使わず、ステンレス表面に一切の物理的力を加えないで研磨します。
※大型パネルの洗浄性・平滑性を向上させる目的や、機械加工などで発生する微細な
バリ取り目的などターゲット面が明確なものなどに向いています。
ステンレスの機能性向上を目的とした
アベル独自の電解研磨『ベルクリーン』
当社の電解研磨は、特に医薬・半導体・食品・エネルギー関連に使用される産業機器の厳しい要求にお応えできる一連のクリーン化技術『ベルクリーン』を確立しています。
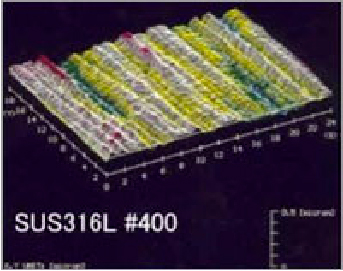 <電解研磨前3次元粗さ>
<電解研磨前3次元粗さ>
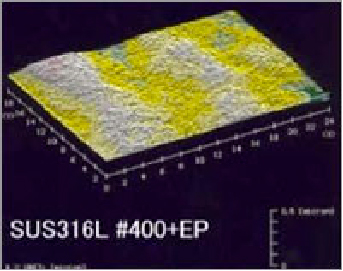 <電解研磨後3次元粗さ>
<電解研磨後3次元粗さ>
電解研磨の特徴
1:耐食性の向上
(表面のクロムリッチ化で高耐食性を付与)
電解研磨することによってステンレスの『表面にクロムが濃化』し、耐食性が向上します。
下記の図からもわかる通り、オージェ電子分光法(AES)で濃度分析を行った結果、極表面のクロム濃度が増加しています。また、塩化第二鉄による腐食試験(JIS G0578)においても腐食減量が1/4になっている結果から約4倍の耐食性が得られていることが分かります。
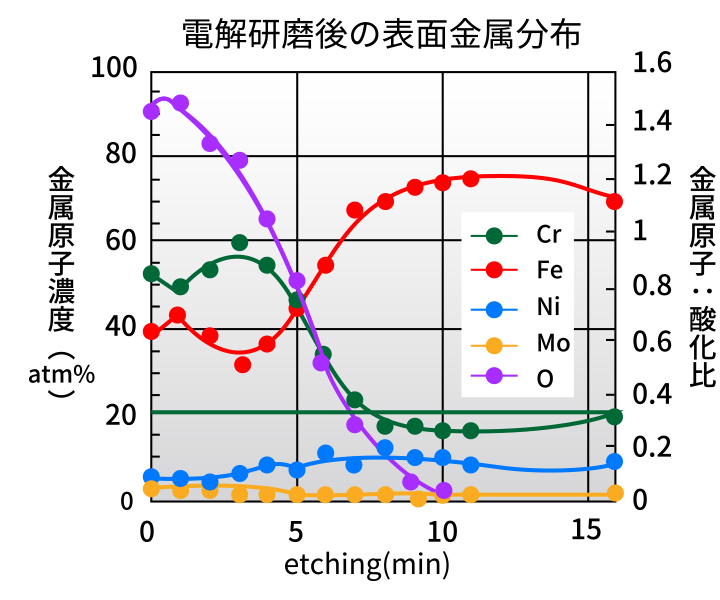 <オージェ電子分光法>
<オージェ電子分光法>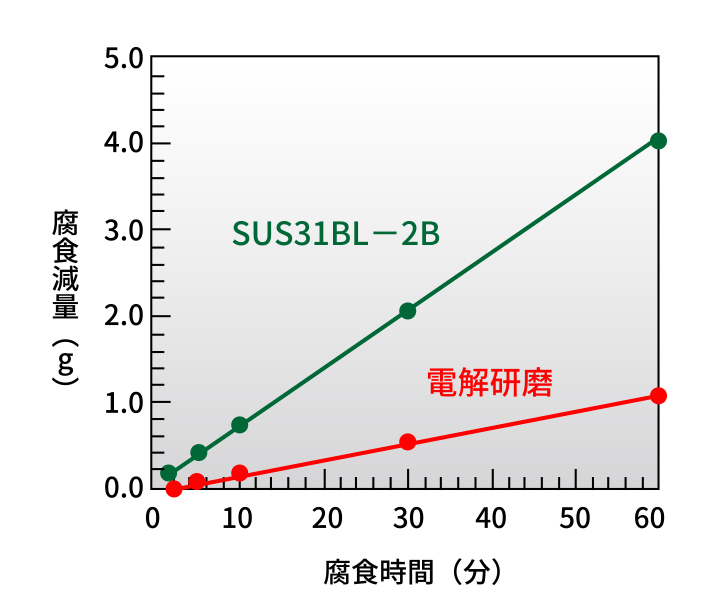 <塩化第二鉄腐食試験>
<塩化第二鉄腐食試験>
2:平滑性向上・光沢化
微細凹凸の除去によって美しい光沢と平滑性を生み出します。電流を流すことで、金属がプラスイオンとして溶け出しますが、金属のごく表面ではこの金属イオンと電解研磨液がからみあって、非常に粘性のある層(粘液層)を形成します。
電解研磨溶液は電気抵抗が低く、よく電気を通すのに対して、この粘液層は電気抵抗が高く 右図【A】の方が【B】よりはるかによく流れます。この作用により、よりよく電流が流れるステンレスの凸部が選択的に溶解され、時間とともに表面が平滑化されます。
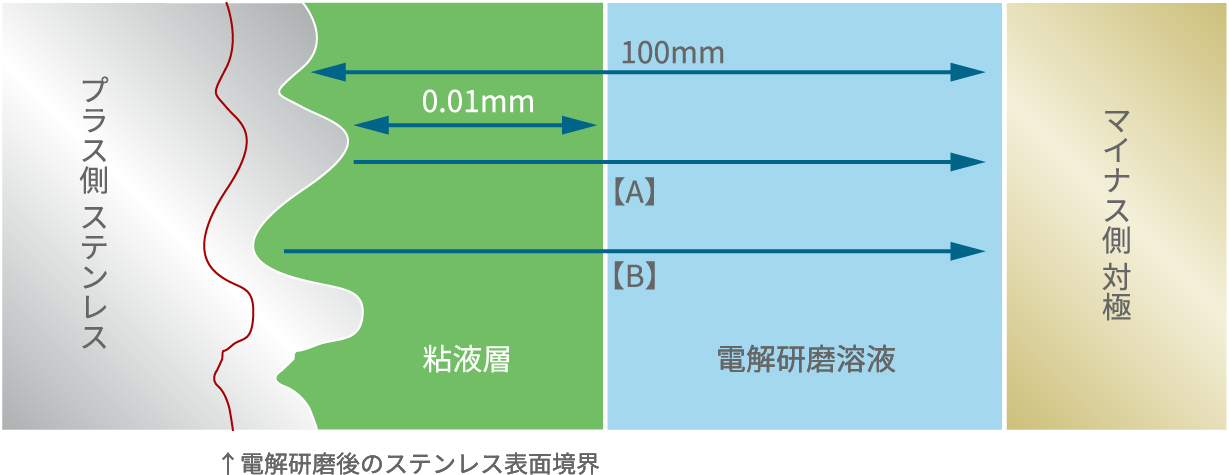
<電解研磨の平滑化・光沢化原理(イメージ)>
ステンレスの凸部が優先的に溶解され時間とともに表面が平滑化されます。
電解研磨をおこなうと平滑化と同 時に光沢化が進行します。
1/100μ以下の凹凸を除去することにより、金属表面での光の乱反射が少なくなり光 輝面が得られます。
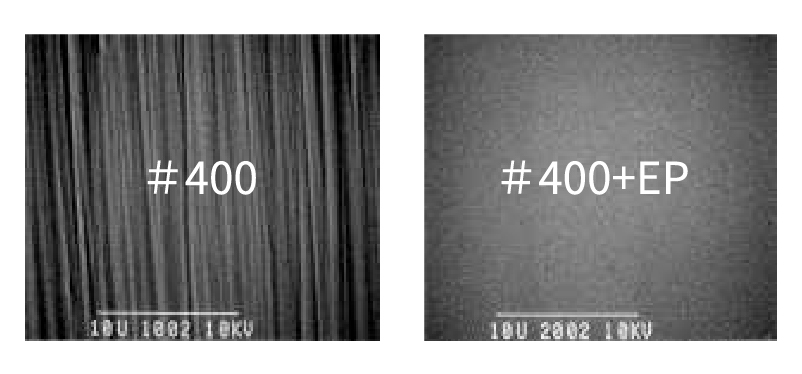 <表面拡大写真>
<表面拡大写真>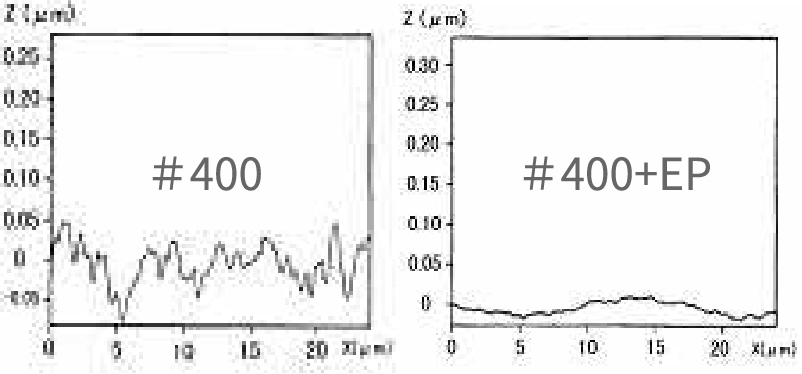 <拡大粗さグラフ>
<拡大粗さグラフ>
3:洗浄性
機械研磨、加工によって低下したステンレス表面の機能を回復させ、クリーン仕上げ機械研磨や溶接されたステンレスは、表面に様々な不純物が残留しています。『ベルクリーン処理』は表面からの一定量を溶解させるため、これらの不純物を除去します。
よって表面がクリーンで機械研磨で低減した機能性(耐食性の低下)などを復活させることになります。
処理後は拭き取りテストなどで残留物有無の確認をしています。
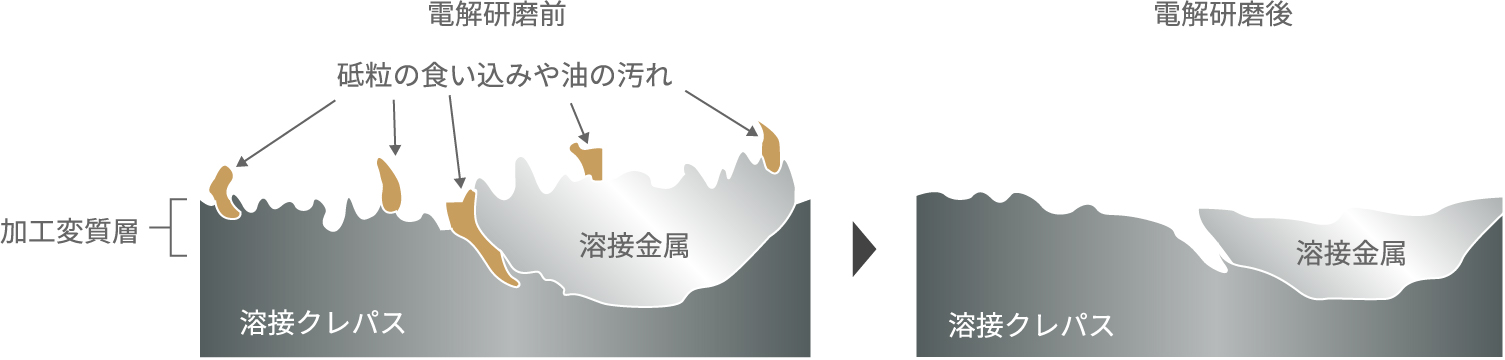
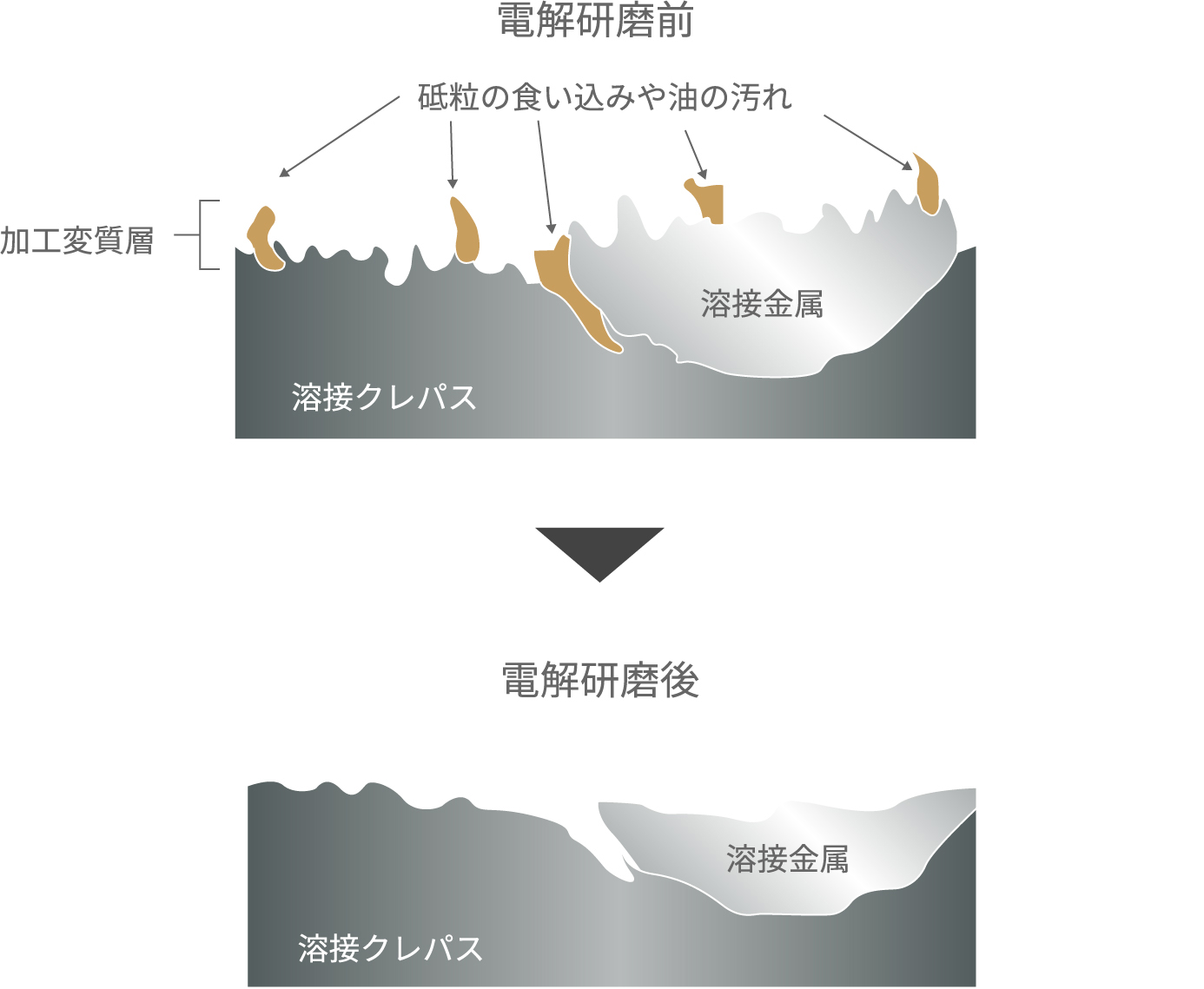
<洗浄性に関する電解研磨のイメージ図>
4:除染性(外部からの汚染物質(不純物)
の付着低減)
ステンレス機械研磨などによる汚染物質を除去し、表面を平滑化、及び微細凹凸を除去した結果、除染性が大幅に向上します。
- ステンレス表面がクリーン化
- 外部からの汚染物質の付着低減
- 汚染物質が付着した場合、後の除染処理に効果発揮
- 除染メンテナンスなどが大幅に低減
実 績
クリーンエネルギーが求められる中、原子力発電の担う役割は大きなものとなっています。
原子力設備に使われるステンレス製品の減肉低減や定期点検の短縮のために、耐食性や除染性を向上させる電解研磨が使われています。
■原子力関連設備のオーニング工事におけるステンレスパネル材の電解研磨処理
→ 除染性向上
- 5年以上の実績
- 西日本電力会社3社に納入
- 予定を含めて数十件の実績(2010年1月現在)
- 他社の電解研磨に比べ、品質向上を評価された実績あり
■耐食性の向上や表面平滑化による都市インフラ業界向けステンレス製品への機能性を付与
5:微細バリの除去
エッチングやパンチング加工で発生する
微細バリの除去が可能です。
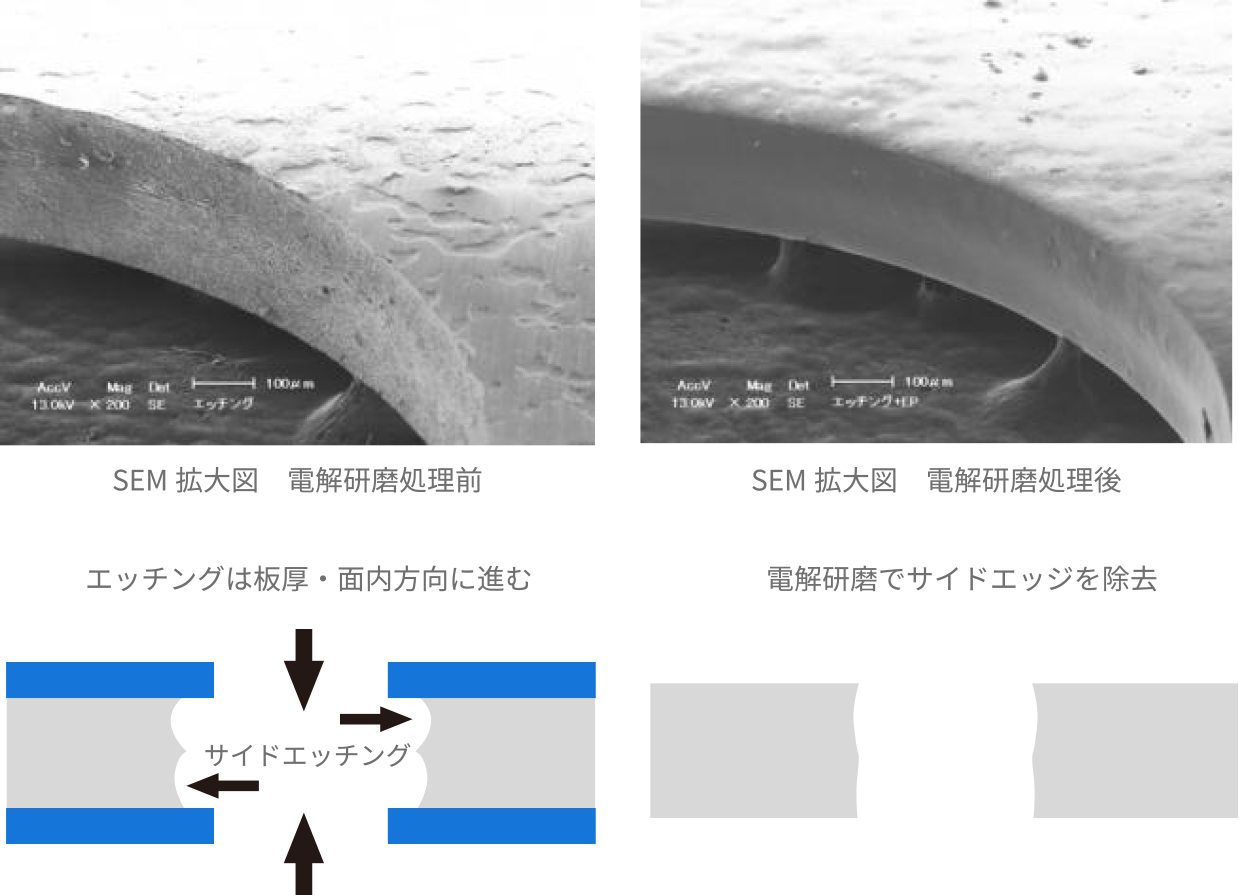
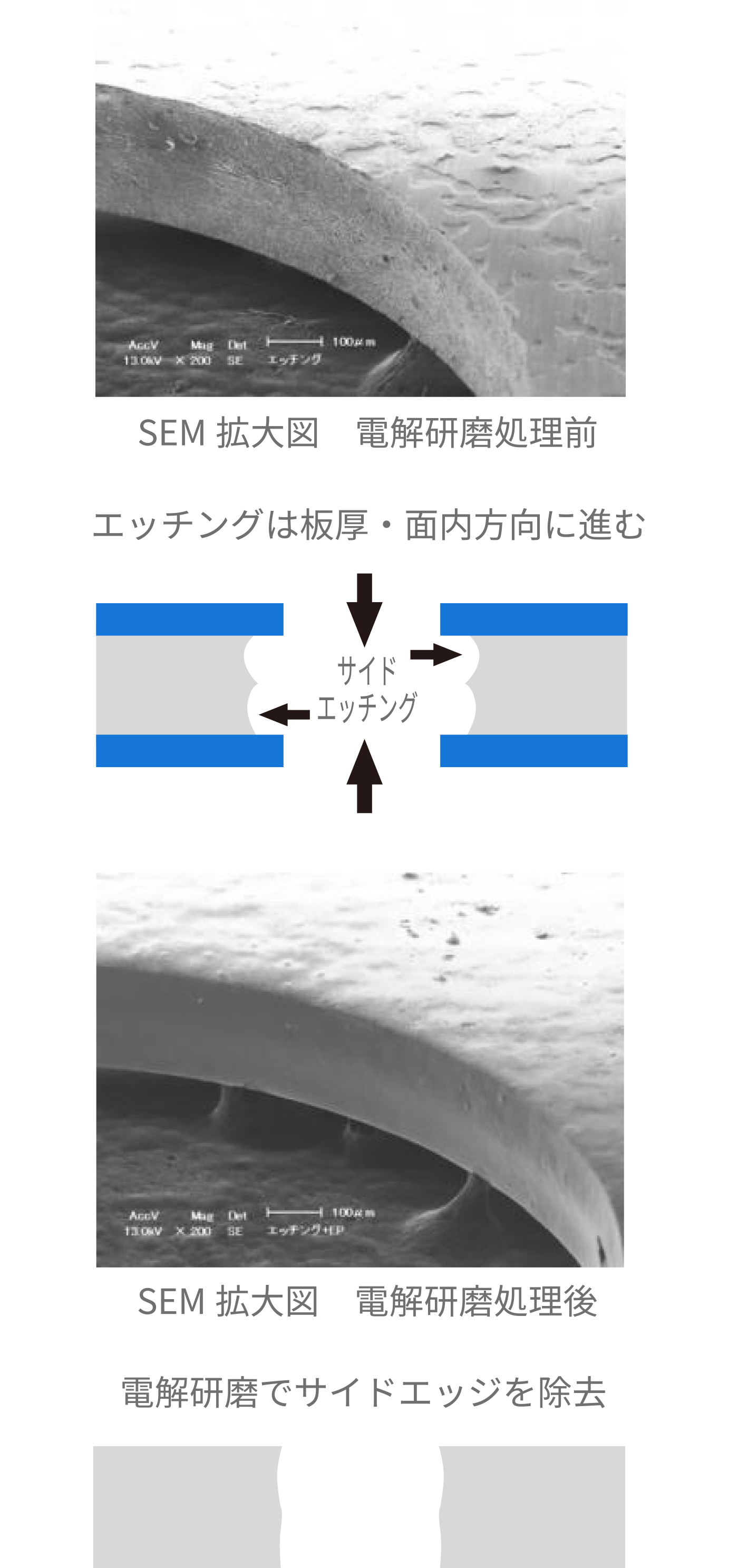
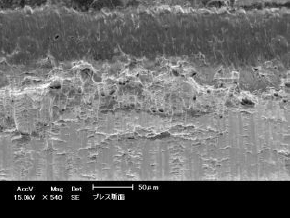 プレス破断面(電解研磨前)
プレス破断面(電解研磨前)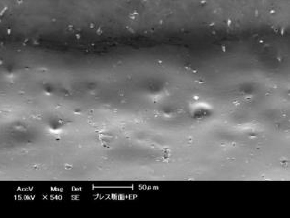 プレス破断面(電解研磨後)
プレス破断面(電解研磨後)
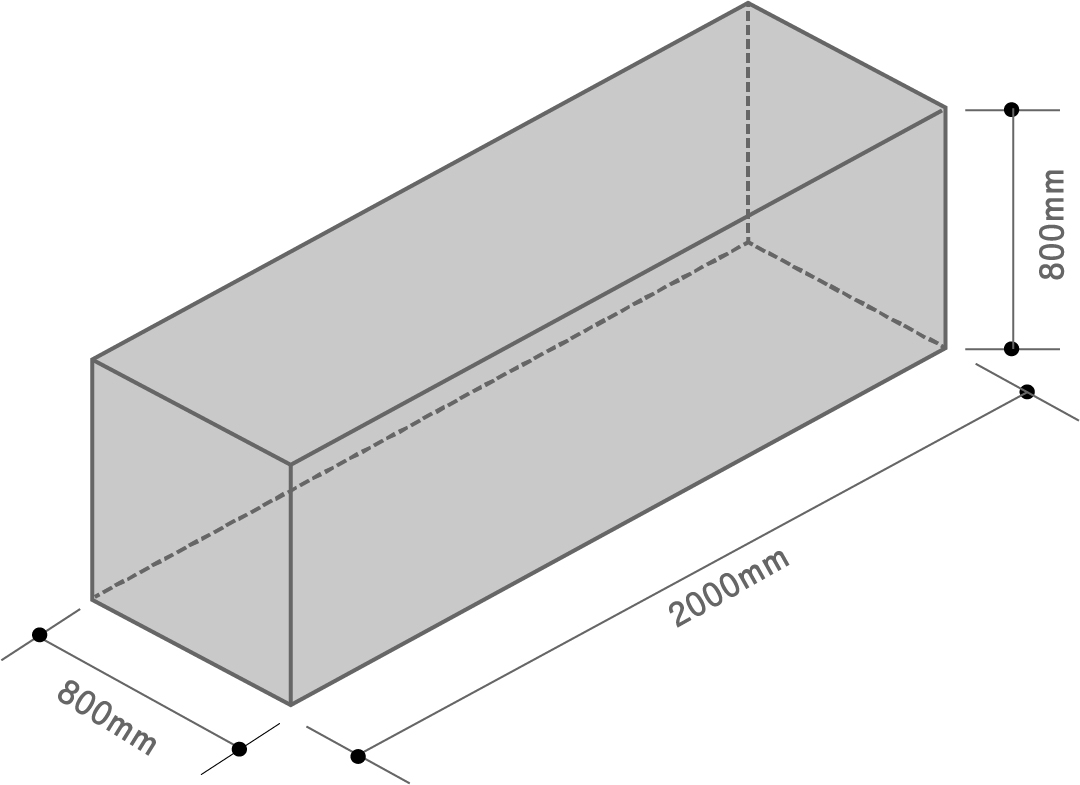
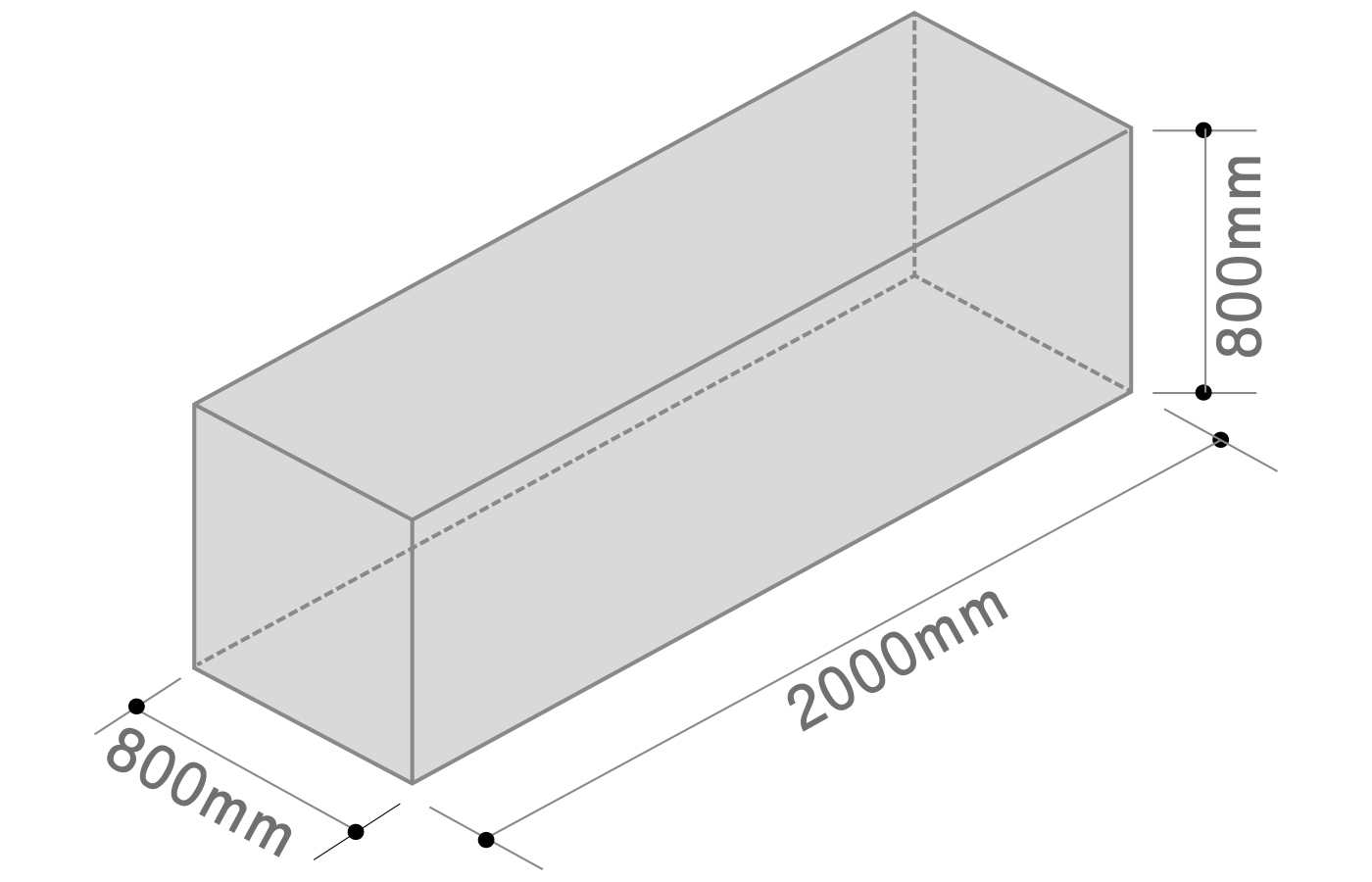
処理可能サイズ
処理有効サイズ: 800H×800L×2000W
※立体構造品については別途ご相談ください。